Wprowadzenie na początku lat 90 do pojazdów użytkowych hamulców tarczowych postawiło nowe wyzwania przed producentami materiałów ciernych. Podstawowe dwa to: opracowanie nowych materiałów ciernych dedykowanych do tych hamulców oraz skuteczne połączenie materiału ciernego z płytką nośną klocka hamulcowego. W obu tych obszarach jest prowadzony ciągły rozwój przez największych producentów materiałów ciernych. Powierzchnia tarcia hamulców tarczowych jest nawet 4 – krotnie mniejsza niż hamulców bębnowych przeznaczonych do tego samego zastosowania m.in. dlatego materiały cierne hamulców tarczowych pracują w wyższych temperaturach (zarówno temperatura chwilowa, jaki i ciągła). Dodatkowo poddawane są wyższym naciskom jednostkowym. Te wymuszenia stanowią genezą prac rozwojowych w/w obszarach.
Materiał cierny klocków hamulcowych
Materiał cierny okładzin i klocków hamulcowych składa się z wielu składników, które można podzielić na następujące grupy:
- – składniki organiczne: żywica wiążąca, kauczuk, włókna chemiczne
- – smary stałe: siarczki metali, grafit, koks naftowy
- – metale: wełna stalowa, proszki lub wióry: cynku, miedzi, mosiądzu, brązu
-
– napełniacze: tlenek glinu, baryt, kreda, piasek cyrkonowy.
Receptura materiału ciernego jest zawsze kompromisem pomiędzy oczekiwaniami klienta, a możliwościami technologicznymi i kosztowymi producenta.
Projekt stworzenia nowego materiału ciernego w firmie Lumag został zaplanowany, prowadzony zgodnie z normą ISO 15484 i zakończył się sukcesem. Opracowano materiał nie zawierający siarczku antymonu. W tej chwili przeprowadzane są testy drogowe w celu walidacji opracowanego materiału ciernego.
Podstawowe cechy materiału ciernego:
- – nie zawiera w swoim składzie metali powszechnie uważanych za szkodliwe dla zdrowia: ołów, kadm, rtęć, antymon, chrom VI
- – charakteryzuje się wysoką odpornością na temperaturę, nawet do 1000 °C,
- – jest przyjazny do tarczy hamulcowej, co zostało potwierdzone testem crack disc,
- – wyróżniają go niskie koszty eksploatacji dzięki długotrwałemu użytkowaniu,
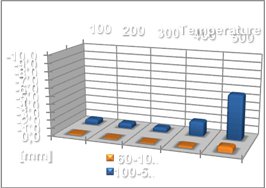
- – wysoka odporność na zużycie w całym zakresie temperatur użytkowania, patrz rysunek przedstawiający zużycie w zależności od temperatury początkowej hamowania i prędkości,
- – wysoka skuteczność hamowania w szerokim zakresie temperatur, prędkości i obciążenia w porównaniu do wymagań OE,
-
– nie występuje przyrost grubości pod wpływem temperatury powodujący np. blokowanie kół.
-


Materiał OE LU801
Połączenie materiału ciernego i powierzchni płytki nośnej
W firmie Lumag w ramach prowadzonych prac rozwojowych nad konstrukcją klocków hamulcowych do samochodów ciężarowych zajęto się zadaniem poprawy siły wiązania materiału ciernego do powierzchni płytki nośnej klocka hamulcowego.
W trakcie procesu produkcji klocka hamulcowego materiał cierny zostaje zaprasowany na stalowej płytce nośnej. Z uwagi na duże obciążenia termiczne i mechaniczne w trakcie użytkowania powierzchnia i kształt płytki nośnej są specjalnie kształtowane, aby zapobiec zerwaniu materiału ciernego poprzez zwiększenie jego przyczepności do powierzchni płytki nośnej. W dotychczasowej praktyce różni producenci klocków hamulcowych stosowali wiele rozwiązań tego problemu ( np: perforacja płytki nośnej poprzez wykrawanie , zgrzewanie siatek do powierzchni płytki, przetłoczenia wykonane obróbką objętościową, odlewanie płytki nośnej z elementami oporowymi w kształcie kołków).
Rozwiązanie proponowane przez firmę polega na aplikacji technologii wiercenia termicznego w kształtowaniu powierzchni styku materiał cierny – płytka nośna. W proponowanym rozwiązaniu narzędzie
(standardowe wiertło do wiercenia termicznego), zamocowane w uchwycie obrabiarki ( np. frezarki) wprawione w ruch obrotowy wokół własnej osi symetrii zostaje wprowadzone prostopadle w materiał płytki nośnej na zadaną głębokość. Podczas obróbki w wyniku posuwu wzdłużnego narzędzia i jego obrotów na styku materiału płytki i powierzchni wiertła powstaje tarcie powodujące lokalne stopienie materiału płytki nośnej. Uplastyczniony materiał płytki nośnej zostaje wypchnięty przez wiertło ponad powierzchnię płytki formując wypływkę o kształcie stożkowym zakończoną wywinięciem kołnierzowym na jej górnej krawędzi. Jednocześnie w płytce nośnej powstaje stożkowy otwór.
Tak wykonane rozwinięcie powierzchni płytki nośnej klocka hamulcowego charakteryzuje się dobrymi własnościami poprawiającymi znacznie przyczepność materiału ciernego do powierzchni płytki nośnej:
- – Stożkowe zagłębienie w materiale płytki oraz wypływka ponad jej powierzchnią poprawia wytrzymałość materiału ciernego na działanie sił zrywających równoległych do płaszczyzny płytki.
-
– Kołnierzowe zakończenie wypływki zostaje w wyniku prasowania wypełnione materiałem ciernym podnosząc jego wytrzymałość na działanie sił prostopadłych względem powierzchni płytki nośnej.
Metoda ta umożliwia wykonanie dowolnej liczby elementów (ograniczeniem jest powierzchnia płytki) w dowolnej konfiguracji.
Poprzez zmianę parametrów (posuw, obroty, kąt natarcia wiertła) kształt poszczególnych elementów rozwinięcia (otwór stożkowy , wysokość wypływki , szerokość kołnierza ) może być zmieniany.
Inną możliwością zastosowania tej metody jest przejście przelotowe wiertła poprzez materiał płytki w wyniku którego materiał zostaje wypchnięty w postaci tulei przez wiertło na żądanej stronie płytki .
W drugiej połowie 2010 roku zostały wykonane próby rozwinięcia powierzchni płytki nośnej przy pomocy wiercenia termicznego . Na ich bazie wyprodukowano serię próbną wyrobów, która została poddana wszechstronnym badaniom niszczącym. Po pozytywnej weryfikacji wyników badań firma podjęła decyzję o zgłoszeniu patentowym.
Podjęto decyzję o zakupie specjalizowanej obrabiarki do realizacji w/w technologii. Planowane rozpoczęcie produkcji seryjnej założono na 05.2011.
Tomasz Orłowski-szef Działu Badań i Rozwoju Lumag Sp. z o.o.
Marek Paszkiel-szef produkcji Lumag Sp. z o.o.






Redakcja nie ponosi odpowiedzialności za treść komentarzy, które są wyłącznie prywatną opinią ich autorów. Jeśli uważasz, że któryś z kometarzy jest obraźliwy, zgłoś to pod adres redakcja@motofocus.pl.
83.23.33.*, 14 lutego 2011, 14:15 0 0
No trzeba przyznać, że ładnie się rozwijają.
Odpowiedz
94.23.58.*, 14 lutego 2011, 14:16 0 0
Ciekawe rozwiązanie z tym nawiercaniem
Odpowiedz
83.24.225.*, 14 lutego 2011, 16:23 0 0
Czekamy zatem na jakiś film z linii produkcyjnej
Odpowiedz
83.238.9.*, 15 lutego 2011, 10:37 0 0
wreszcie może będą mniej się rozwarstwiać i pękać jak do tej pory !!!
Odpowiedz
62.21.35.*, 15 lutego 2011, 17:34 0 0
trzeba im oddać, że rozwijają się mocno. Scorching w osobówce a to blacha w ciężarówce.
Odpowiedz
83.6.111.*, 17 lutego 2011, 10:40 0 0
Do redakcji: te wykresy mogłyby być trochę większe.
Odpowiedz
94.23.58.*, 17 lutego 2011, 14:33 0 0
tutaj są większe wykresy
http://www.lumag.pl/klocki-hamulcowe-28-21-Pl.htm
Odpowiedz
83.12.38.*, 23 lutego 2011, 21:32 0 0
Ciekawe jak z przebiegami... czy nadal będzie taka lipa ... szkoda czasu na wymianę !
Odpowiedz
79.184.125.*, 14 kwietnia 2011, 9:37 0 0
Jest dobrze
Odpowiedz
83.11.124.*, 27 lipca 2011, 21:48 0 0
nie wierzę w taką przemianę
Odpowiedz